 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de

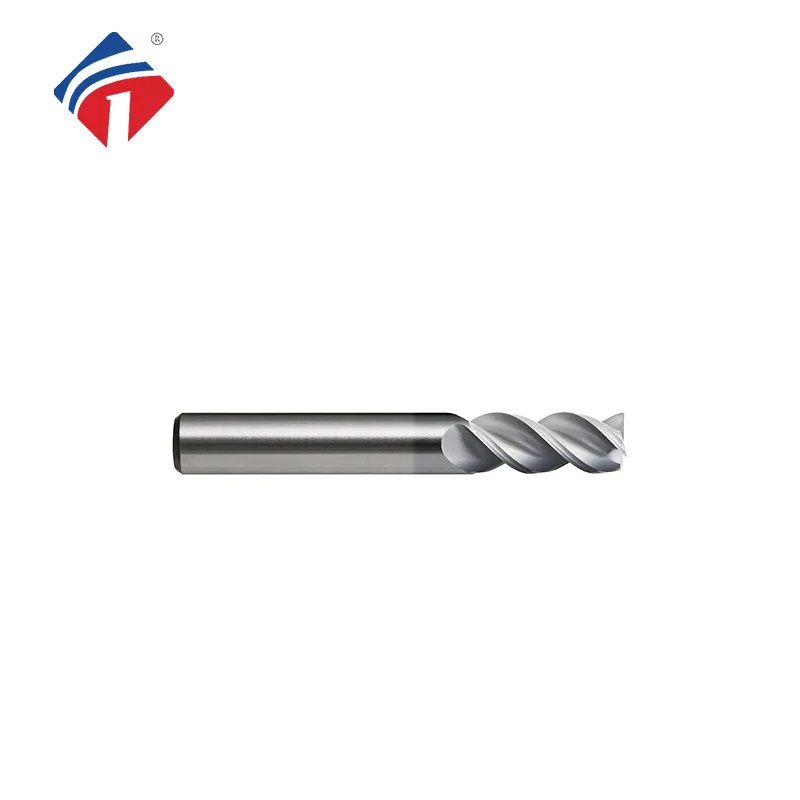

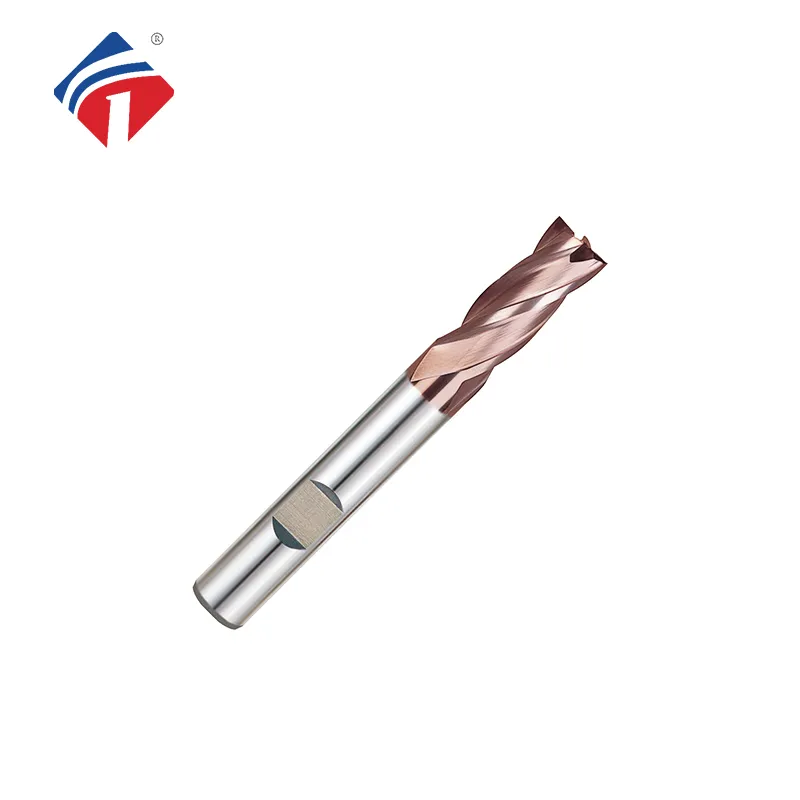



Square End Mills For CNC Machine Tools
- Material: Tungsten Carbide | Tungsten Steel
- Type: Square End Mill / Corner Radius End Mill / Ball End Mill / Roughing End Mill / Taper End Mill
- Dimension: standard size (refer to manual)/ non-standard size (please provide drawing design & specification)
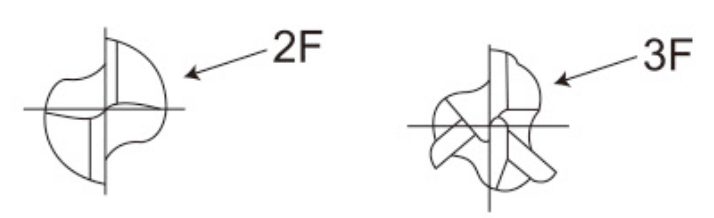
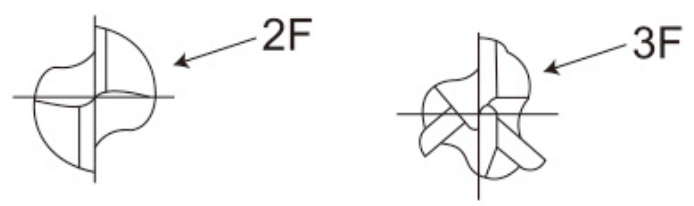
- Blade specification: single flute end mill, 2-flute end mill, 3-flute end mill, 4-flute end mill
- Workpiece materials: stainless steel, cast iron, aluminum, copper, graphite, plastic parts, composite materials, titanium alloy, nickel, heat-resistant steel, non-alloy steel parts, low-alloy steel parts, high-alloy steel parts
Description
End mill working condition calculation method
|
●Cutting speed (linear speed) Calculation VC The distance that a point on the circumference of the end mill blade moves per minute can be calculated using the following formula: |
|

|
V=Cutting speed(m/min) π=3.14 D=Diameter(mm) N=Rotating speed(mm-¹) |
|
●Rotation speed Calculation of Rotationspeed The number of revolutions per minute of the mechanical spindle that holds the end mill can be calculated using the following formula: |
|
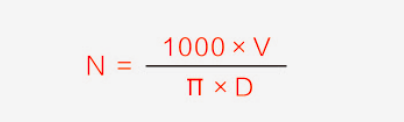 |
N=Rotating speed(mm-¹) V=Cutting speed(m/min) π=3.14 D=Diameter(mm) |
|
● Feed rate Calculation of Feed rate The feed speed of the worktable per minute can be calculated by the following formula 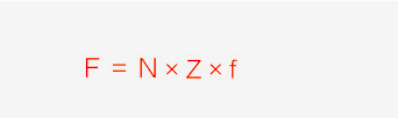 F=Feed rate(mm/min) N=Rotating speed(mm-1) Z=Number of flute f=Feed rate of the flute(mm/1flute) |
|
|
● Feed for teeth Calculation of the Feed ofteeth The distance that a point on the circumference of the end mill blade moves per minute can be calculated using the following formula: 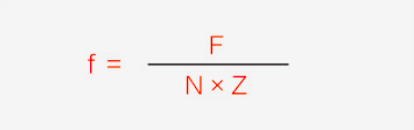 f=Feed rate of the flute(mm/1flute) F=Feed rate(mm/min) N=Rotating speed(mm-1) Z=Number of flute |
|
|
●Working time Calculation of the Working time The time required to cut the workpiece material can be calculated using the following formula  Tc=Working time(min) L=Total working length (Working material length + end mill blade diameterD) F=Feed rate(mm/min) |
|
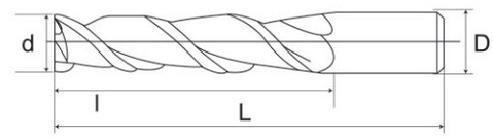
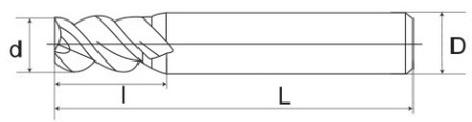
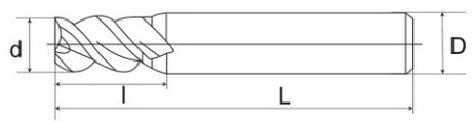
Name of each part of the milling cutter
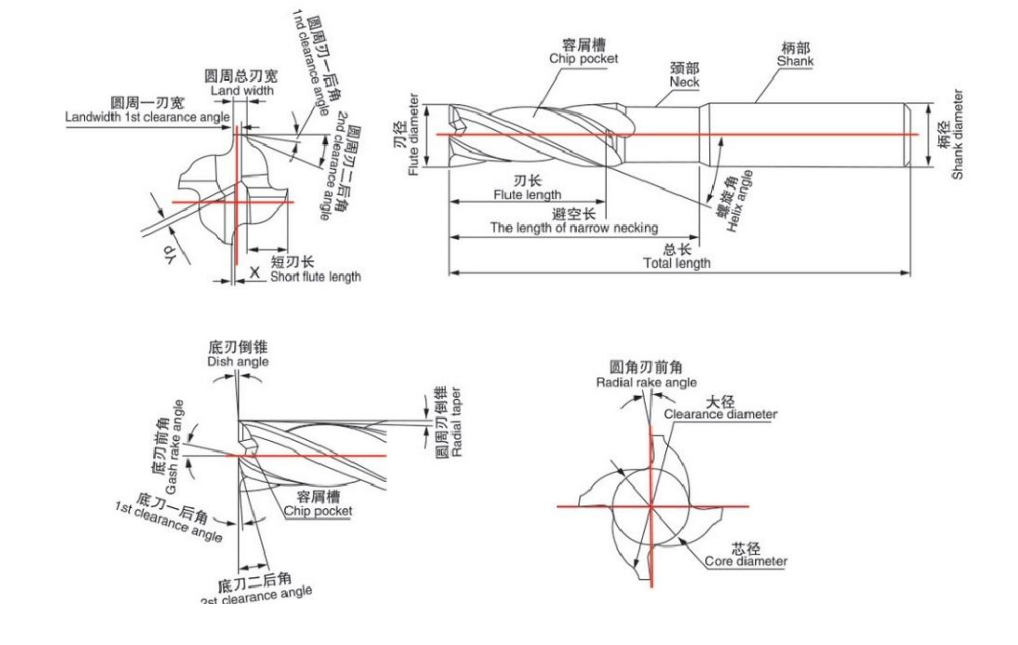
Milling cutter series
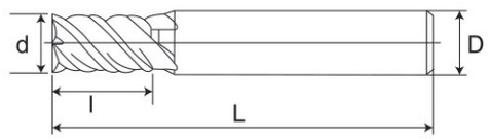
End mill type End mill shape

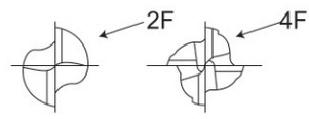
2-flute/4-flute end mills
WC=90/88 Co=10/12 HV30=1571 TRS=3750N/mm² HRC≥91.5 Grain Size=0.6μm

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-Flute/4-Flute extended end mill
WC=90/88 Co=10/12 HV30=1571 TRS=3750N/mm² HRC≥91.5 Grain Size=0.6 μm
|
d |
I |
L |
D |
F |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆Special Attention:
1. This table is the standard value for side milling. When the tool is grooving, the speed should be 60%~80% of the table below, and the feed speed should be 50%~70% as the standard value.
2. Please use high-precision machine tools and tool holders.
3. Please use air cooling or cutting fluid that does not easily produce smoke.
4. Side milling is recommended for down milling.
5. If the rigidity of the machine tool and the workpiece is poor, vibration and abnormal sound will occur. At this time, the speed and feed speed in the table below should be reduced year by year.
6. Keep the tool overhang as short as possible without interference.
Cutting conditions
|
2 Flute |
|||||||||||||||
|
Processed materials |
Cast iron Ductile iron |
Carbon steel\alloy steel |
Carbon steel\alloy steel ~30HRC |
PHS\QT Steel~40HRC |
Stainless steel |
PHS\QT Steel ~50HRC |
|||||||||
|
Dia (mm) |
RPM(min-) |
Feedrate (mm/min) |
RPM (min-¹) |
Feedrate (mm/min) |
RPM (min-) |
Feedrate (mm/min) |
RPM (min-¹) |
Feedrate (mm/min) |
RPM (min-¹) |
Feedrate (mm/min) |
RPM (min-¹) |
Feedrate (mm/min) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 Flute |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
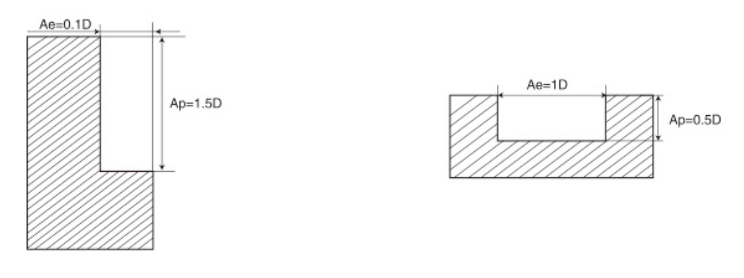
Max Cutting Depth |
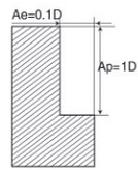 Ae=0.1D Ap=1D |
Ae=0.05D |
Ae=1D Ap Ap=1D Ae=1D |
|
|||||||||||
 ~750N/mm²
~750N/mm²
2-Flute/3-Flute end mill for aluminum alloy
WC=90/88 Co=10/12 HV30=1571 TRS=3750N/mm² HRC≥91.5Grain Size=0.6 μm

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-Flute/3-Flute Aluminum Alloy Extended Special End Mill
WC=90/88 Co=10/12 HV30=1571 TRS=3750N/mm² HRC≥91.5 Grain Size=0.6μm

|
d |
I |
L |
D |
F |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆Special Attention:
1. The following table shows the standard values for side milling. When the tool is grooving, the speed should be 60%~80% of the table below, and the feed speed should be 50%~70% as the standard value.
2. Please use high-precision machine tools and tool holders.
3. Please use air cooling or cutting fluid that does not easily produce smoke.
4. Down milling is recommended for side milling.
5. If the rigidity of the machine tool and the workpiece is poor, vibration and abnormal sound will occur. At this time, the speed and feed speed in the table below should be reduced year-on-year.
6. Keep the tool overhang as short as possible without interference.
Aluminum Cutting Conditions
|
2Flute |
||||
|
Processed materials |
Aluminum Alloy |
Silicon Aluminum Alloy Si≤10% |
||
|
D (mm) |
RPM (min-') |
Feedrate (mm/min) |
RPM (min-¹) |
Feedrate (mm/min) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3Flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
Max Cutting Dept
|
INQUIRY
Related product categories
- comparison of carbide roll rings and steel roll rings for high-temperature applications
- best carbide roll rings for bar mills
- cemented carbide roll rings for mance rolls
- carbide roller rings for roll rings
- cemented carbide roll ring manufacturers for dable carbide roll rings
- China carbide roll rings for steel industry
- china cemented carbide bush
- cemented alloy rolls for engraving
- supplier of roll rings Malaysia
- solid tungsten carbide rods
- cnc machinje bits
- solid carbide rod company

